
1. Research Programme
Main research focus is in the areas of machine tools and machining. In the area of machine tools, particular interest is in the field of miniature machine tools for micro and nano machining. In the area of machining, special attention is on micro and nano machining of die and mould materials, aerospace materials and optical materials. Some of the main research programmes are as follows:
1.1. Design and development of new machine tools for Micro/Nano (Ultra-precision) machining.
1.2.Development of innovative processes for Micro/Nano (Ultra-precision) machining.
1.1.1 Machine tools for state-of-the-art micro machining.
Multiple types of micro machining, e.g., micro turning, micro milling, micro EDM, micro ECM, etc. can be carried out on the same machine (Fig. 1). This highly flexible machine ensures high rigidity for precision machining.
Some of the special features of the developed machine: (a) Miniature machine design, (b) Low noise and low heat generation, (c) High resolution with full feedback (resolution of 0.02 µm and accuracy of +/-1.0 µm) and (d) Capable of handling multiple processes, µ-EDM, µ-ECM, µ-Milling, µ-Turning and µ-Drilling.
This technology is Patented and Licensed to Mikrotools Pte Ltd, a Spin-off company of National University of Singapore.
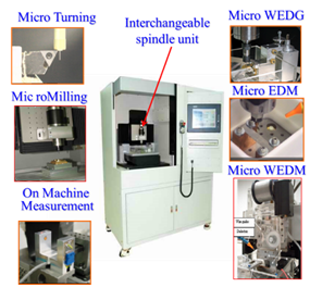
Fig.1:World’s First Integrated Multi-Process Machine Tool for Micro Machining. (Machine Model: DT – 110).
1.1.2 Machine tools for ultra-precision grinding (using ELID grinding process). These machines ensure nanometer surface finish of the machined surfaces.
Fig. 2:Machine tool for ultra-precision grinding (using ELID grinding process) (Machine Model: UPG – 240).
1.1.3 Machine tools for diamond turning (using Fast Tool and Slow Tool Servo Systems). These machines ensure nanometer surface finish of the machined surfaces.
This machine is designed to suit the needs of modern day ultra precision machining with real-time error compensation and configurable axes to facilitate complex freeform surfaces.

Fig. 3:UPL-420; Machine tool for diamond turning (using Fast Tool and Slow Tool Servo Systems) (Machine Model: UPL – 420).
1.2.Development of innovative processes for Micro/Nano (Ultra-precision) machining.
1.2.1 Compound and Hybrid Micromachining Processes
The development of compound and hybrid micromachining processes by integrating conventional and nonconventional processes on the same machine has several advantages over a single process. Some of the important objectives of developing compound and hybrid micromachining processes are as follows: (a) to machine materials that could not be machined earlier, (b) to lower process forces, (c) to reduce tool wear, (d) in increase productivity and (e) achieve required shapes of the microfeatures.
Research is being carried out on the following processes individually and at the same time developing hybrid and compound machining techniques: (a) Micro turning, (b) Micro milling, (c) Micro drilling, (d) Micro electro discharge machining (EDM), (e) Micro electro chemical machining (ECM) and (f) Compound/hybrid micro machining
Micro holes of 6.5 µm with aspect ratio of 8; surface finish of 2nm have been achieved using such processes (Fig. 4).
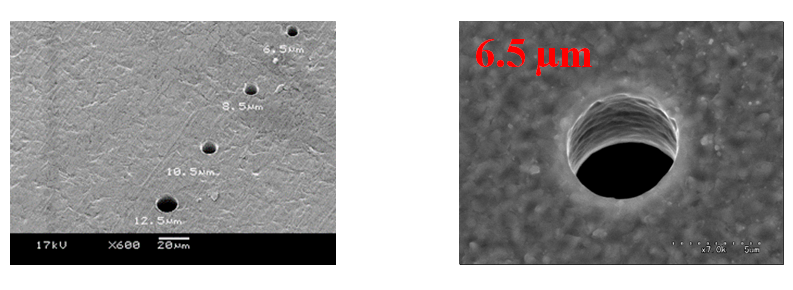
Fig. 4:Micro holes of various diameters, 6.5 µm thru holes on 50µm Stainless Steel plate. (Machine used: DT-110)
1.2.2 Ultra-precision grinding: Electrolytic In-process Dressing (ELID) Grinding.
Electrolytic In-Process Dressing (ELID) grinding is one of the latest and most appropriate techniques to dress the wheel in-process by the electrochemical method. Thereby online dressing facilitates continuous grinding for long hours. This process ensures nanometer surface finish (mirror finish) on any metal products (Fig. 5).
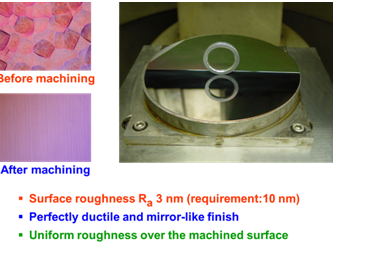
Fig. 5:Electrolytic In-process Dressing (ELID grinding) Grinding of Silicon. (Machine used: UPG-240)
1.2.3 Ultra-precision machining: Diamond turning (using Fast Tool and Slow Tool Servo Systems).
Diamond turning is an ultraprecision machining technology for the generation of complex functional surfaces and extremely fine microstructures with the use of geometrically defined diamond cutters. These processes have been developed to achieve and ensure nanometer surface finish (mirror finish) of the machined products using diamond turning. Fast and slow tools are developed and incorporated to simultaneously generate various features including nano finishing of free form surfaces (Figs. 5 and 6)
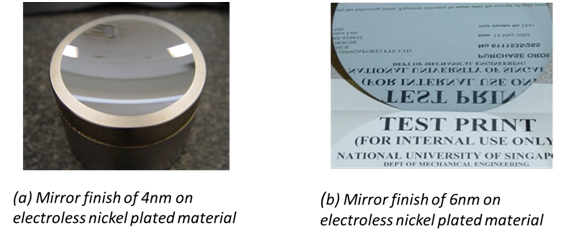
Fig. 6:Nano surface produced on electroless nickel plated dies: (a) mirror finish on a flat surface and (b) the same on an aspheric surface. (Machine used: UPL-420)
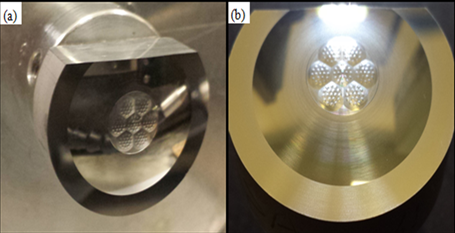
Fig. 7:Photographic images of fabricated multiple compound eye surface; (a) fabricated workpiece mounted on a chuck, and (b) top slanted view. (Machine used: UPL-420)
1.2.4 Ductile Mode Machining of Brittle Materials by micro-end milling.
Micro-end milling is a versatile machining process capable of removing material with undeformed chip thickness in the range of 1–999 mm. The material removal at the microscale is characterized by higher specific cutting energy, burr formation, plowing effect and higher cutting forces. Considering these characteristics a unique micro-end milling has been developed even to cut brittle materials in ductile mode.
Three modes of machining achieved

Fig. 8:Typical example of transition of machining modes from brittle to ductile depending on cutting conditions on Silicon. (Machine used: DT-110)
(The cutting speed was constant = 9.42 m/min during all experimental conditions. The feed per edge for brittle mode =1.5 micron, for partial mode = 1 micron, ductile = 1 micron. The critical chip thickness for all cases is ~0.3 micron. The first brittle point occurs at about 28 degree angle in upmilling cut.)
1.2.5 Simultaneous EDM and ECM Process (SEDCM)
A hybrid EDM/ECM has been developed combine micro-EDM and micro-ECM as a unique hybrid machining process, referred to as simultaneous micro-EDM and micro-ECM (SEDCM), which is capable of fabricating microshapes with enhanced surface integrity and dimensional accuracy.
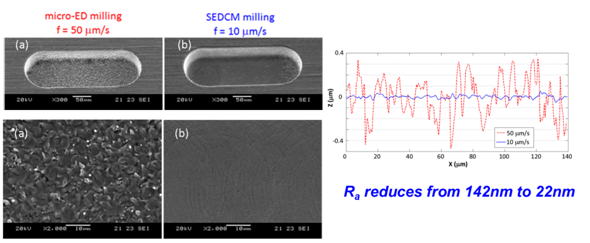
Fig.9: Simultaneous EDM and ECM (SEDCM) Process Carried out in each cycle and improves the surface finish to mirror finish (Machine Model: DT – 110)).
1.2.6 High speed machining: Studying the machinability of die and mould materials to reduce or even to replace the manual polishing process and to reduce lead time for the manufacture of die and mould materials.
1.2.7 Machining with high-pressure coolant and mist coolant: Investigation on the effect of high-pressure coolant and mist coolant on machining of die and mould materials is in progress to achieve lower cutting force, better surface finish and higher machining efficiency.
