
Home » Post
Category Archives: Post

Guide for Micro and Nano Machining-Advanced Machining Technologies
Most significant contribution of Prof M Rahman’s in the areas of micro and nano machining is reflected through the book “Advanced Machining Processes” (Volume 11 of Comprehensive Materials Processing) of which has been compiled by him and published by Elsevier. It is most likely the first book on fundamentals of micro/nano machining. It is composed of his significant breakthrough innovations in manufacturing mostly through his PhD supervision projects. He has also added few chapters from other renowned professors working in related areas.
Comprehensive Materials Processing
 Comprehensive Materials Processing
Comprehensive Materials Processing
Editor-in-Chief:
- Saleem Hashmi, Dublin City University, Ireland
Volume 11: Advanced Machining Technologies
- Volume Editor: Professor Mustafizur Rahman, National University of Singapore, Singapore
Table of Contents
11.01 – Introduction to Advanced Machining Technologies
Pages 1-13, M. Rahman, A.B.M.A. Asad, Y.S. Wong
11.02 – Machine Tools for Micro- and Nanometer Scale Processing
Pages 15-26, H. Shinno
11.03 – Continuum Micromechanics and Molecular Dynamics Simulation
Pages 27-59, X. Li
11.04 – Fast and Fine Tool Servo for Ultraprecision Machining
Pages 61-88, A. Senthil Kumar, M.R. Aravind Raghavendra, W.K. Neo, M. Rahman
11.05 – Compound and Hybrid Micromachining Processes
Pages 89-112, M. Rahman, A.B.M.A. Asad, Y.S. Wong, M.P. Jahan, T. Masaki
11.06 – Compound and Hybrid Micromachining: Part II – Hybrid Micro-EDM and Micro-ECM
Pages 113-150, M. Rahman, Y.S. Wong, M.D. Nguyen
11.07 – Micromilling
Pages 151-177, T. Matsumura
11.08 – Fundamentals and Modeling of Micro-End Milling Operation
Pages 179-199, M. Arif, M. Rahman
11.09 – Diamond Turning
Pages 201-220, X.Q. Zhang, K.S. Woon, M. Rahman
11.10 – High-Speed Machining
Pages 221-253, Z. Wang, M. Rahman
11.11 – Machining with Least Quantity Lubrication
Pages 255-281, T. Obikawa
11.12 – Burr Formation in Machining Processes: A Review
Pages 283-295, I.A. Choudhury, S.A. Lawal
11.13 – Heat-Assisted Machining
Pages 297-331, A.K.M. Nurul Amin, T.L. Ginta
11.14 – Micro-Electrical Discharge Machining (Micro-EDM): Processes, Varieties, and Applications
Pages 333-371, M.P. Jahan, M. Rahman, Y.S. Wong
11.15 – Electrochemical Micromachining
Pages 373-403, S.S. Joshi, D. Marla
11.16 – Ultrasonic Vibration Diamond Cutting and Ultrasonic Elliptical Vibration Cutting
Pages 405-454, E. Shamoto, N. Suzuki
11.17 – Ultrasonic Vibration Cutting: Part II: Ductile Cutting and Analytical Force Models for the Elliptical Vibration Cutting Process
Pages 455-481, C. Nath, X. Zhang, A. Senthil Kumar, M. Rahman
11.18 – Electrolytic In-Process Dressing (ELID) Grinding for Nano-Surface Generation
Pages 483-522, T. Saleh, M. Rahman
11.19 – Microelectrochemical Deposition
Pages 523-545, M.A. Habib

SIMTech-NUS Joint Lab on Large Format Machining

Prof M Rahman, NUS Department of Mechanical Engineering giving a presentation on Large Format Machining in the launching event of Large Format Machining Lab (SIMTech-NUS Joint Lab).
SIMTech-NUS Joint Lab on Large Format Machining will help Singapore gear up for high value-added manufacturing. Launched on 21st May 2014 at A*STAR’s Singapore Institute of Manufacturing Technology (SIMTech), the Large Format Machining lab is a collaborative effort by the SIMTech and the NUS Faculty of Engineering.
With the growing demand for machining from the aerospace, oil and gas and medical devices industry, the Global Machine Tools and Cutting Tools Market report in 2013 by Frost & Sullivan revealed an annual market revenue growth of US$15.72 billion in 2012, and forecasts a compound annual growth rate (CAGR) of 6.2 percent over the next five years.
The Joint Lab will tackle the challenges faced by the industry such as distortion, inaccuracy, high aspect ratio, and harsh working environments that can cause tool failures in the machining of large and complex components, mainly on difficult-to-machine alloys for various marine, oil & gas and aerospace applications. As such, the Joint Lab aims to be a leading research centre in large format machining science and technology, training the future workforce to support high value machining of large parts with complex surfaces, high precision thin-walled structures over large areas and machined features with extremely high aspect ratios.
This lab focuses on the development of cutting-edge technologies and competencies enhancing the competencies of local precision manufacturing, maintenance, repair and overhaul companies. This will increase Singapore’s economic competitiveness through the localisation of high value manufacturing of large and complex parts.
The Joint Lab will focus on difficult-to-machine materials like super alloys which are mainly used in high temperature, high pressure and corrosive environment, and develop the following technologies such as:
- high aspect ratio deep hole drilling
- nonconventional and hybrid machining
- knowledge-based 5-axis machining
- machining with distortion-free or distortion compensation
- in-situ process and tool condition monitoring

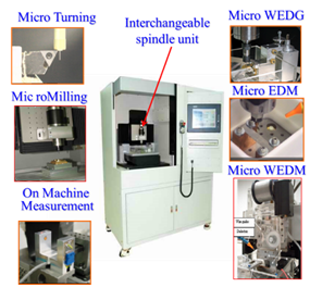
Design of development of machine tools for micro/nano machining
Figure 1: High aspect ratio (of up to 200) micro shaft manufactured by micro turning.
Figure 2: Micro structure manufactured by micro wire-EDM process.
Under the leadership of Professor M Rahman, the Micro and Nano Machining Research Group at the Department of Mechanical Engineering, NUS, has developed a miniature machine tool for multiple types of micro machining in one set-up. The set-up, which is equipped with an in-situ measuring system, is capable of carrying out micro turning, micro milling, micro electro-discharge machining (EDM), micro wire-cut EDM and their combination. The developed on-machine measuring device ensures high dimensional accuracy of the machined micro-structures. The figures below show a high aspect ratio shaft (80 µm in diameter and 15000 µm in length) and a micro structure produced by the set-up. Micro shafts of 15 μm in diameter, micro lenses on BK7 glass, micro holes (30 μm in diameter) in silicon, and other complex micro components have been successfully manufactured using this machine. Patents are currently being filed for the miniature multiple micro machining system as well as the in-situ measuring unit.
In the area of nano precision machining, the group has achieved a 2 nm surface finish on electroless nickel plated die materials, 4 nm surface roughness on glass and 200 km machining length for diamond tools, using the ductile mode machining and/or the electrolytic in-process dressing (ELID) grinding techniques.
In addition to fundamental research, the group is also active in working with industries and has received international recognition by collaborating and/or providing pertinent micro and nano machining services to the world’s technology leaders, including companies like Boeing, Airbus, Hitachi and Corning Cables.
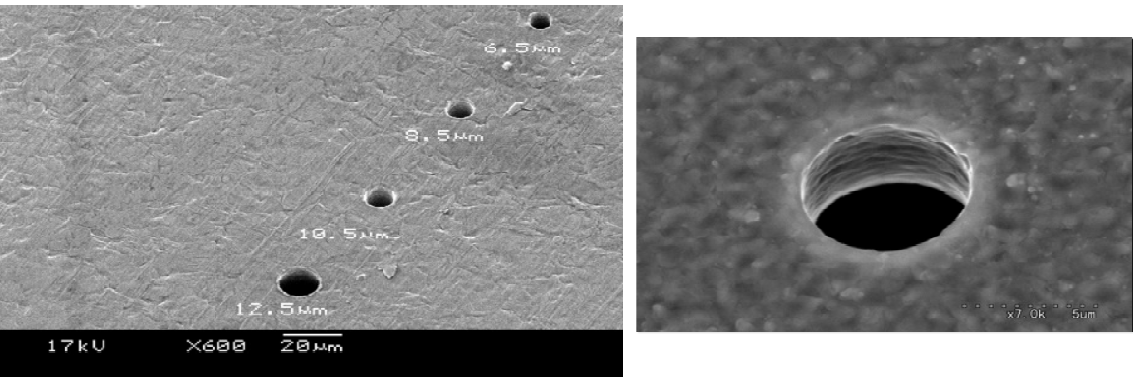
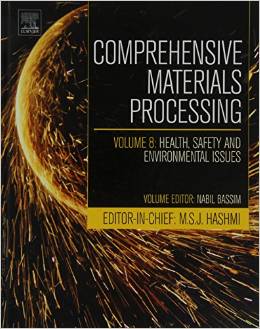
6.5μm hole machined on 50μm stainless steel plate,
probably the world’s smallest hole with highest aspect ratio
The DT-110 Hybrid μEDM machine.Technology invented by Prof Rahman and his team. Currently, patented and licensed to NUS spin-off company named “Mikrotools Pte Ltd.” which specializes in the manufacture of ultra precision machine tools.
When it comes to machining micro-sized parts and features, especially ones that are less than 100um, there is a limited selection of feasible manufacturing processes. Micro-EDM is a process that allows you to machine micro-sized parts accurately and precisely. However, micro-EDM is not just about using smaller sized electrodes on machines used to fabricate larger parts. For a successful micro-EDM process, machines require the necessary accuracy and precision.
The DT-110 Hybrid μEDM machine has been engineered from day one to excel at micro-machining. What is unique about the DT-110 machine is the ability to perform multiple micro- machining processes on the same machine, allowing the machine to excel at hybrid μEDM.
Hybrid μEDM is the utilization of two or more processes including EDM on the same machine to achieve highest levels of accuracy, precision and throughput.
For example, with its patented hybrid μEDM technology, micro-sized electrodes can be fabricated directly on the DT-110 machine accurately and precisely using the micro-turning process.
Other micro-EDM machines utilize Electrical Discharge Grinding (EDG) to fabricate micro-sized electrodes directly on the machine, which usually takes more than an hour. In contrast, with micro-turning, it will only take about a minute.
